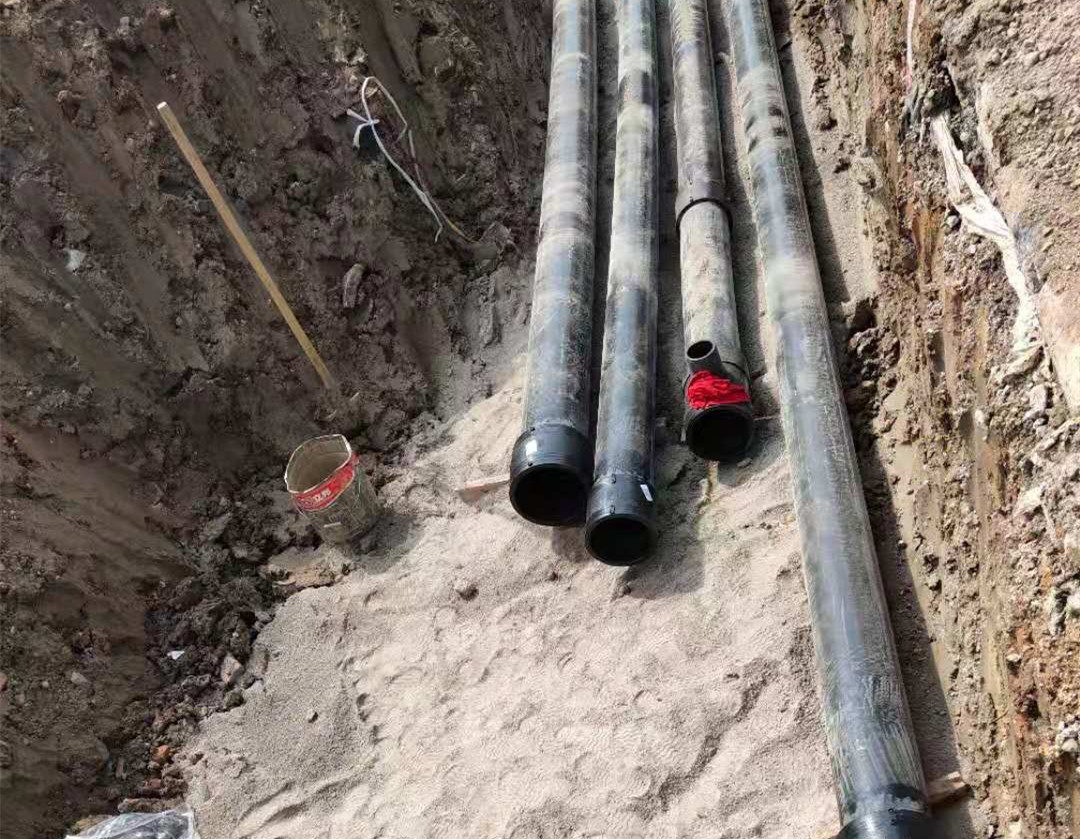
襄阳PE管具有耐腐蚀,无毒,无味,内壁光滑阻力小,抗老化使用寿命长,重量轻,安装劳动强度低,低施工成本,抗震性能强,材质柔韧性好等特点。襄阳pe管材批发,襄阳PE管材厂家讲述通常这种情况下,PE管要求埋地敷设
襄阳PE管具有耐腐蚀,无毒,无味,内壁光滑阻力小,抗老化使用寿命长,重量轻,安装劳动强度低,低施工成本,抗震性能强,材质柔韧性好等特点。
襄阳pe管材批发,
襄阳PE管材厂家讲述通常这种情况下,PE管要求埋地敷设,覆土深度大于0.7m,若确需进行局部地面敷设时,须使用抗紫外线的黑色PE管并采取有效保护措施。
一般规定在整个施工过程中,PE管焊接是很重要的部分,特别是在非开挖过程中,焊接引起的问题损失很大。因此,在施工过程中,必须逐步检查,严格掌握施工质量。在整个施工期间,PE管焊接需要两种不同的焊接方法。小于D63的PE管应采用承插式连接,即管道连接采用管件连接。大于D63的PE管需要通过对接连接。即管道通过专用焊机加热连接。
对接方式焊接正确施工方法
一、焊接前准备
1、清洁油接头,清除管道表面的油污、杂质和毛刺,正确连接焊接部位;
2、检查清洁加热板,确认电压是否能够符合焊机要求;
3、检查并清洁加热板;
4、按照焊接工艺正确设置信息技术参数;
二、管材施工步骤
1、管材装夹就位并清洁端口位置,以消除残留的水和泥土等杂物;
2、管材铣削与校正,保证施工场地环境干净且无障碍。在铣削后杜绝手直接触摸已铣削端口,避免污染。并校正管材端口。避免影响铣削偏斜加热技术不到位;
3、对管道进行加热时,加热板达到220°时正确放置于两管道中间进行管道吸热。吸热记得拖动压力吸热。吸热时间满足后切换加热板,避免切换时间过长的端口表面热损失和污染;
4、卷边阶段,通过端口进行加热后将各种管材对接,直至翻边卷翻至管材外壁;
5、冷却阶段,需要对焊接界面进行冷却,保证焊接质量。此过程为自然冷却,不能用冷水或其他物理冷却,直至管口冷却。