时间:2024/3/14 10:44:52
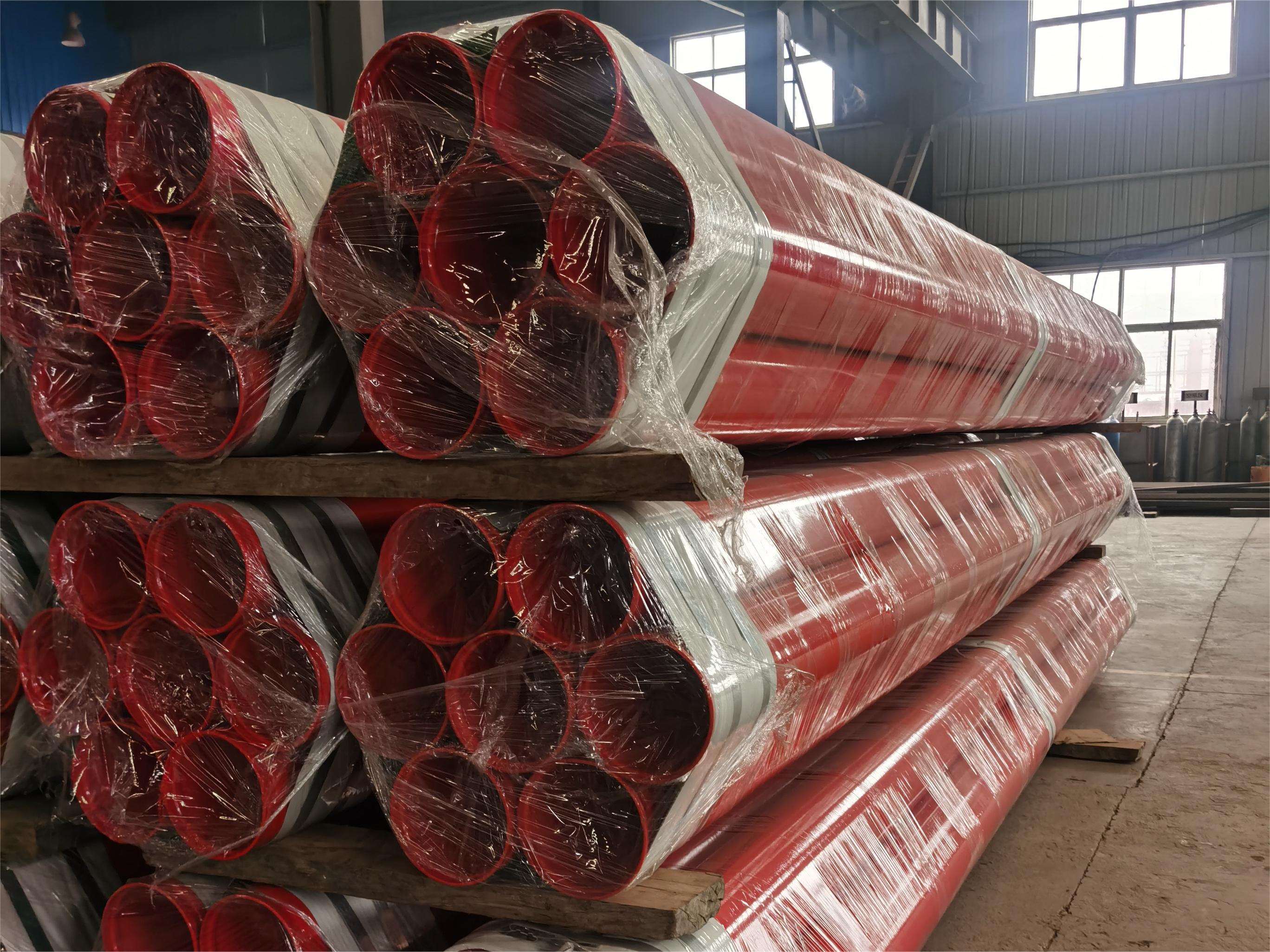
现如今随着社会生产水平的不断发展与进步,襄阳PE管材在日常中的应用已是广泛,而PE管材又包括不同的类型,而襄阳PE燃气管就是其中一种。下面襄阳PE管厂家的安装工作人员在这里为我们分析PE燃气管热熔的对接方法:
PE燃气管热熔衔接前、后,清洁焊机标明和加热东西。焊接标明污物有、使用洁净布擦净,加热东西上的聚乙烯残留物只能用木质刮刀切除。查看对接焊机是否与管材直径和规矩的对接焊周期匹配。热熔衔接加热时间和加热温度应符合衔接东西生产厂和管材、管材生产厂的规矩,对焊接温度通常在200℃-235℃之间。PE燃气管在热熔衔接保压、冷却时间,应符合热熔衔接东西厂和管材、管材生产厂家的规定,在保压和冷却时间不得移动衔接件或在衔接件上施加压力。

同时PE燃气管热熔对接应符合一些规定要点,即在对接焊机上夹紧管材和管件的插口端,清洁插口端。移动可动夹具,将管材、管件衔接面在铣刀上刨平,取下铣刀,查看管端衔接面,使其空隙不大于0.3mm.校直对接焊机上两对应的待接件,使其在同一轴线上,错边不宜大于壁厚的10%。
将PE燃气管加热东西放在两衔接面之间。使对接焊机上的管材靠近加热东西并施加必定的压力,直动消融构成沿管材整个外圆周滑润对称的翻边为止。当PE燃气管加热完毕,待衔接件应迅速脱离对接加热东西,并使用均匀外力使其完全触摸,构成均匀凸缘。
Copyright © 湖北金诺捷新材料有限公司. www.hbjnjgs.com
备案号:鄂ICP备2021016271号
热门搜索:襄阳pe管材,襄阳hdpe波纹管,襄阳双壁波纹管,襄阳pe给水管生产厂家,襄阳pe给水管厂商,襄阳hdpe双壁波纹管
声明:部分素材来源于网络,如有侵权,请告知我们删除!