

时间:2023/7/6 17:38:24
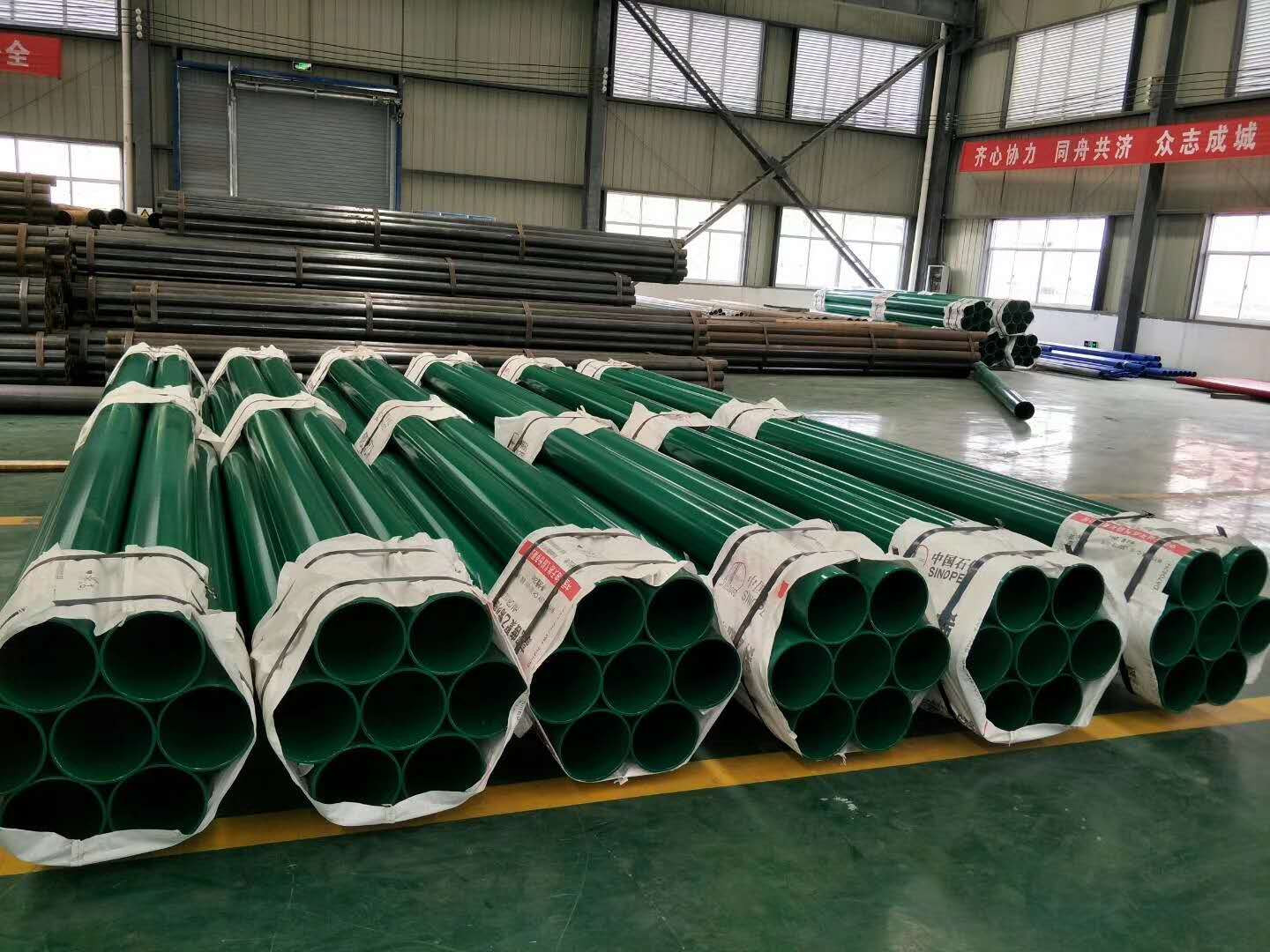
pe管热熔连接需要做哪些准备工作呢?十堰PE给水管批发,十堰PE管厂家为您讲述pe管热熔连接的步骤:
1.1将焊机各部件的电源接通。必须使用220V、50Hz的交流电,电压变化在±10%以内,电源应有接地线;同时应保证加热板表面清洁、没有划伤。
3、切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。
3.1将机架打开,放入铣刀,旋转锁紧旋钮,将铣刀固定在机架上。启动泵站时,应在方向控制手柄处于中位时进行,严禁在高压下启动。
3.2启动铣刀,闭合夹具,对管子管件的端面进行切削。
3.3当形成连续的切削时,降压,打开夹具,关闭铣刀。此过程一定要按照先降压,在打开夹具,关闭铣刀的顺序进行。
5.1检查加热板的温度是否适宜210℃~230℃,以两端面熔融长度为1~2mm为宜。
5.2加热板的红指示灯应表现为亮或闪烁。从加热板上的红指示灯一次亮起后,在等10min使用,以使整个加热板的温度均匀。
Copyright © 湖北金诺捷新材料有限公司. www.hbjnjgs.com
备案号:鄂ICP备2021016271号
热门搜索:襄阳pe管材,襄阳hdpe波纹管,襄阳双壁波纹管,襄阳pe给水管生产厂家,襄阳pe给水管厂商,襄阳hdpe双壁波纹管
声明:部分素材来源于网络,如有侵权,请告知我们删除!





